

Основні види пластмас, маркування, застосування і властивості

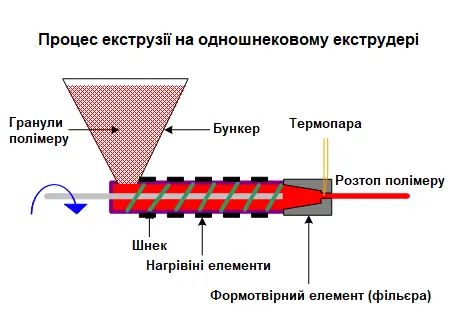
ОСОБЛИВОСТІ ЕКСТРУЗІЇ НА ДВОШНЕКОВИХ ЕКСТРУДЕРАХ
Технологія лиття під тиском — один із найбільш поширених методів, що використовуються в промисловості з переробки пластмас. Він дозволяє отримувати готові елементи майже будь-якої форми.
Для такого матеріалу як пластик лиття під тиском — дуже ефективна інжекційна технологія. Вона відома з першої половини минулого століття. З того часу технологія постійно вдосконалювалася — у відповідь на нові види пластмас, потреби наступних галузей, які прагнуть до цього методу, і все більш високі вимоги з боку кінцевих одержувачів продукції.
Зварювальні роботи під тиском — що це?
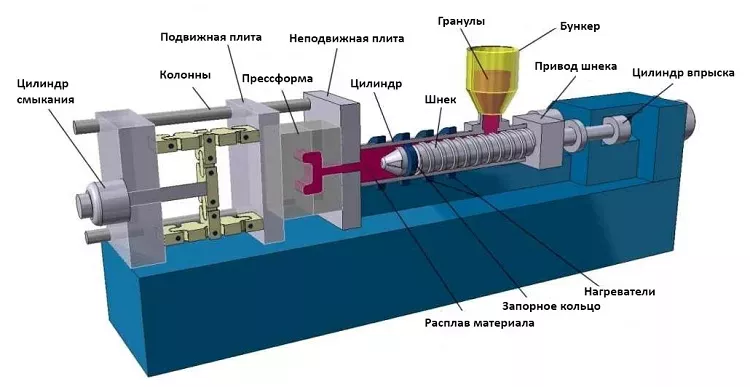
Термопластичне лиття під тиском — це стандартний процес, в якому використовується прес-форма, її обсяг заповнює розплав полімеру. Термопластавтомат дозволяє регулювати тиск і швидкість уприскування, контролювати якість і усувати дрібні помилки, тому вироби зазвичай готові до відправлення відразу після виробництва.
Пластмасовий гранулят завантажується в циліндр, де він розплавляється, стискається та впорскується в канали прес-форми. Гарячий матеріал твердне в просторі форми і, таким чином, створюється литий елемент. Технологія лиття пластика передбачає, що в результаті ежектори видаляють деталь із прес-форми, яка падає в резервуар подачі. Як тільки серія готова, деталі (або основна серія) негайно упаковуються та надсилаються.
Особливості процесу
Для того щоб процес лиття під тиском проходив гладко, а отриманий виріб був належної якості, необхідно забезпечити відповідні параметри під час здійснення кожного циклу лиття.
Важливий елемент процесу лиття пластмас під тиском — тривалість. Тобто час, коли пластик залишається в формі під високим тиском при затвердінні. Зазвичай він становить від кількох секунд до приблизно двадцяти. Найчастіше цей час залежить від типу матеріалу, а також розміру та ваги продукту.
Занадто короткий тиск може привести до того, що поверхня продукту зруйнується чи виникнуть інші пошкодження. Залишати матеріал занадто надовго не вигідно. Високий тиск, який зберігається дуже довго, може викликати надмірну герметизацію матеріалу та ускладнити видалення продукту з порожнини форми.
Лиття пластика під тиском передбачає використання спеціальних форм. Зазвичай вони складаються з двох частин: одна кріпиться до столу машини для лиття, а інша — рухома, з якої видаляється готовий продукт.
Якщо об’єкт формування виявиться великий, то у форми буде одне гніздо. Однак коли виробляються дрібні деталі, трапляється, що форма має кілька чи навіть близько десяти порожнин. Це збільшує ефективність всього процесу. Залежно від кількості посадкових місць прес-форми можуть мати різну кількість і різну довжину каналів, які розподіляють пластикову масу.
Переваги лиття пластикових деталей
- Висока точність і естетика
Лиття пластмаси під тиском — це метод виготовлення виробів, який характеризується відмінною якістю, високою точністю, естетичністю й можливістю повторювати розмір готових виробів.
- Швидкість і ефективність: швидке виробництво пластикових деталей
Швидкий і ефективний характер такого типу виробництва робить його найбільш популярним способом виробництва великогабаритних пластикових виробів (як для повсякденного використання, так і для вузькоспеціалізованих цілей). Однак фактичний час створення кожного елемента буде залежати від складності самої литтєвої форми. Типовий час формування варіюється від декількох секунд до декількох десятків.
- Мінімізація трудовитрат
Завдяки сучасним технологіям можна повністю автоматизувати контроль і управління технологічним процесом лиття.
- Скорочення відходів, споживання енергії та викидів шкідливих речовин
Можливість мінімізувати відходи та викиди сполук, шкідливих для оточення та здоров’я — перевага для всіх. Весь процес характеризується високою повторюваністю, що знижує кількість відходів, які утворюються. Отримані відходи потім переробляються, так що потім їх можна використовувати в іншому виробництві.
- Гнучкість виробництва
Лиття під тиском із пластику забезпечує більшу гнучкість і можливість вносити зміни протягом усього виробничого процесу. Наприклад, змінювати колір, використовувати матеріали з різним ступенем міцності чи добавки, які впливають на стійкість до зовнішніх чинників (таких як УФ або хімічні речовини).
Лиття пластика під тиском ідеально підходить для виробництва деталей за індивідуальним замовленням або виготовлення функціональних прототипів. Таку технологію часто застосовують виробники не тільки дитячих іграшок і медичного обладнання, а й компонентів для автомобільної чи авіаційної промисловості.


{kind=link}