
Переваги використання технології лиття пластика під тиском
Способи виготовлення виробів з пластмас. Частина 1.
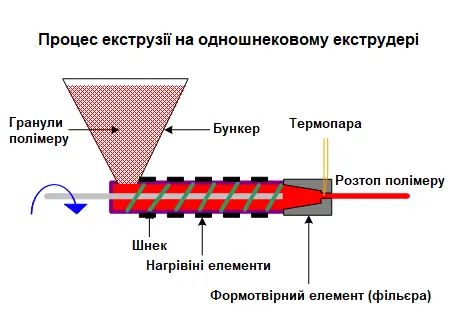
Екструзія – виробничий метод одержання погонажних полімерних виробів з постійним поперечним перерізом. Метод заснований на безперервному видавлювання розплавленого полімеру (розплаву) крізь формотвірні елементи (фільєра) з наступним охолодженням і фіксацією розмірів полімерного виробу. Екструзія є найпродуктивнішим методом перероблення полімерних матеріалів у вироби і наряду з литтям під тиском найпоширенішим. Методом переробляються термопластичні полімери, композити на їх основі, а також реакційноздатні полімерні матеріали. Наша компанія також пропонує виготовлення виробів з пластмаси на замовлення методом екструзії і коекструзії.

Залежно від механізму створення тиску на фільєрі екструдери поділяються на шнекові, плунжерні, дискові тощо. Сьогодні найбільшого поширення набули шнекові екструдери, які в свою чергу поділяються на одношнекові і багатошнекові, серед яких найпоширеніші — двошнекові.
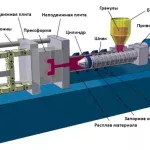
Принцип роботи одношнекового екструдера доволі простий: полімерний матеріал подається під дією тяжіння вниз із завантажувального бункера в робочу камеру екструдера (матеріальний циліндр) — зону завантаження. Матеріальний циліндр і шнек всередині нього складають так звану «Шнекову пару». Слід відзначити, що основною характеристикою шнека є співвідношення його довжини L до діаметру D (L/D). В матеріальному циліндрі полімер знаходиться в закритому просторі між стінкою циліндру і шнеком який обертається. Завдяки підводу тепла до циліндру і як наслідок розігріву полімерного матеріалу та тертя полімер переміщується по циліндру і плавиться – це відбувається в зоні пластикації. В подальшому розплав полімеру подається в формуючу головку (фільєру) — зона дозування.
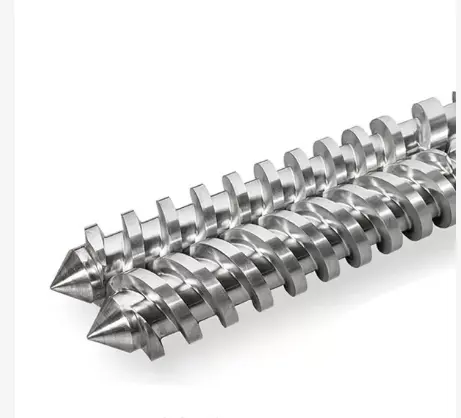
З розвитком технологічного прогресу з’являється новий тип екструдера для переробки полімерів — багатошнековий, зокрема, найбільше поширення набув двошнековий екструдер, в конструкцію якого був закладений новий механізм транспортування полімеру до формуючої головки — примусовий. Головна перевага двошнекового екструдера – хороше захоплення вихідного матеріалу в зоні завантаження незалежно від його агрегатного стану і форми частинок і примусове транспортування матеріалу до формуючої головки.


Різниця в принципах роботи дво- і одношнекових екструдерів пов’язана також з різними механізмами створення тиску в матеріалі. Якщо у одношнекового екструдера тиск розвивається внаслідок в’язкої течії полімерного матеріалу, яка викликана відносним рухом шнека і циліндра, то в двошнекових екструдерах до цього фактору додається видавлююча дія витків спряжених шнеків. Крім того, двошнекові екструдери забезпечують невелику тривалість переробки полімеру, а також вузький розподіл часу перебування. При цьому, покращені характеристики змішування і теплопередачі дозволяють забезпечити хороший контроль температури і часу переробки, що є дуже важливим для екструзії профільних виробів з матеріалів з обмеженою термостабільністю, зокрема, полівінілхлориду (ПВХ).

У цей же час, різновидів двошнекових екструдерів дуже багато. Найбільш поширеними є:
а) екструдери витісняючої дії із шнеками що знаходяться в зачепленні. Залежно від напрямку обертання шнеків можуть бути з різнонаправленим обертанням (низькошвидкісні екструдери для виготовлення профілів, високошвидкісні для компанування сировини) та з однонаправленим обертанням шнеків (екструдери з конічними шнеками, екструдери з паралельними шнеками).
б) екструдери з шнеками без зачеплення, які в свою чергу поділяються на екструдери з різнонаправленим обертанням шнеків (з однаковою довжиною шнеків або різною); екструдери з співосними шнеками (екструдери з внутрішнім переміщенням розплаву полімеру в напрямку екструзії; екструдери з внутрішнім переміщенням розплаву полімеру в напрямку протилежному екструзії, екструдери з внутрішньою пластикацією).

Нижче наведена порівняльна характеристика двошнекових екструдерів залежно від конфігурації шнеків.
| Двошнекові екструдери з шнеками в зачепленні | Двошнекові екструдери з шнеками без зачеплення |
| Можливий процес самоочищення | Процес самоочищення неможливий |
| Хороші характеристики плавлення | Задовільні характеристики плавлення |
| Хороше дистрибуційне змішування | Хороше дистрибуційне змішування |
| Хороше дисперсійне змішування | Погане дисперсійне змішування |
| Хороша дегазація | Хороша дегазація |
| Співвідношення L/D ≤ 60 | Співвідношення L/D ≤ 60 |
Варто відмітити, що доля двошнекових екструдерів з шнеками в зачепленні у процесах перероблення полімерних і композиційних матеріалів є значно більшою ніж екструдерів з шнеками які працюють без зачеплення.
Також наведено порівняльну характеристику двошнекових екструдерів залежно від напряму обертання шнеків.
| Параметри | Однонаправлене обертання | Різнонаправлене обертання |
| Крок нарізки шнеку | Однаковий | Протилежний |
| Самоочищення | Високоефективне | Низькоефективне |
| Характеристики плавлення | Хороші | Відмінні |
| Швидкості роботи | Високі до 1400 об/хв | Достатньо високі до 500 об/хв |
| Основний напрям використання | – | Профільні вироби |
Двошнекові екструдери знаходять також застосування в спеціальних операціях хімії і технології полімерних і композиційних матеріалів, зокрема, в екструзії реакційно здатних полімерів, полімеризації олігомерних продуктів, дегазації і модифікування полімерної сировини тощо.
Компанія Репласт має досвід роботи з виготовлення виробів з пластмаси на замовлення методом екструзії і коекструзії як на двошнекових так і одношнекових екструдерах.
Автор — головний технолог ТОВ Репласт, к.т.н. Масюк Андрій



{kind=link}
{kind=link}