
Advantages of Using Plastic Injection Molding Technology
Methods for Manufacturing Plastic Products. Part 1.
Extrusion – a manufacturing method for producing linear polymer products with a constant cross-section. The method is based on the continuous extrusion of molten polymer (melt) through shaping elements (dies), followed by cooling and dimensional stabilization of the polymer product. Extrusion is the most productive method for processing polymer materials into products and, along with injection molding, the most widely used. This method is used to process thermoplastic polymers, composites based on them, as well as reactive polymer materials. Our company also offers custom manufacturing of plastic products using extrusion and co-extrusion.

Depending on the mechanism used to generate pressure at the die, extruders are classified as screw, plunger, disc, and other types. Today, screw extruders are the most widely used; these, in turn, are divided into single-screw and multi-screw types, with twin-screw extruders being the most common.
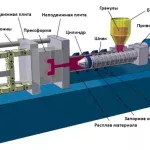
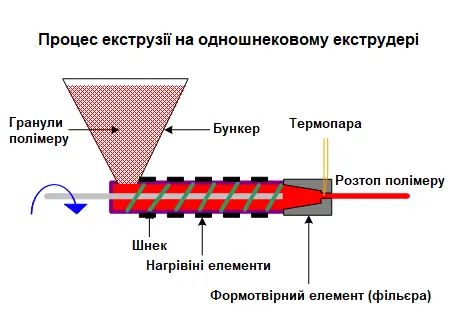
The operating principle of a single-screw extruder is quite simple: the polymer material is fed by gravity from the feed hopper down into the extruder’s working chamber (barrel)—the feed zone. The barrel and the screw inside it form what is known as the “screw pair.” It should be noted that the main characteristic of the screw is the ratio of its length L to its diameter D (L/D). Inside the barrel, the polymer is contained in a closed space between the barrel wall and the rotating screw. Due to the supply of heat to the cylinder—and, as a result, the heating of the polymer material—and friction, the polymer moves through the cylinder and melts; this occurs in the plasticization zone. Subsequently, the polymer melt is fed into the forming head (die)—the dosing zone.
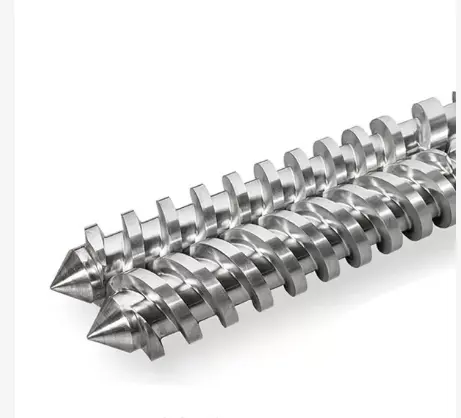
With technological advances, a new type of extruder for polymer processing has emerged—the multi-screw extruder. In particular, the most widely used is the twin-screw extruder, whose design incorporates a new mechanism for transporting the polymer to the die—forced feeding. The main advantage of the twin-screw extruder is its ability to effectively pick up the feed material in the feed zone, regardless of its physical state and particle shape, and to forcibly transport the material to the die head.


The difference in the operating principles of twin-screw and single-screw extruders is also related to the different mechanisms for generating pressure within the material. While in a single-screw extruder, pressure builds up due to the viscous flow of the polymer material caused by the relative motion of the screw and the barrel, in twin-screw extruders, this factor is compounded by the extrusion action of the intermeshing screw flights. In addition, twin-screw extruders ensure a short polymer processing time as well as a narrow residence time distribution. At the same time, improved mixing and heat transfer characteristics allow for good control of temperature and processing time, which is very important for the extrusion of profile products made from materials with limited thermal stability, in particular, polyvinyl chloride (PVC).

At the same time, there are many varieties of twin-screw extruders. The most common ones are:
a) Displacement extruders with intermeshing screws. Depending on the direction of screw rotation, they can be classified as having counter-rotating screws (low-speed extruders for profile production, high-speed extruders for raw material compounding) or co-rotating screws (extruders with conical screws, extruders with parallel screws).
b) extruders with non-meshing screws, which in turn are divided into extruders with counter-rotating screws (with screws of equal or different lengths); co-rotating screw extruders (extruders with internal polymer melt transport in the direction of extrusion; extruders with internal polymer melt transport in the direction opposite to extrusion; extruders with internal plasticization).

Below is a comparative overview of twin-screw extruders based on screw configuration.
| Twin-screw extruders with intermeshing screws | Twin-screw extruders with non-meshing screws |
| A self-cleaning process is possible | The self-cleaning process is not possible |
| Good melting properties | Satisfactory melting characteristics |
| Good distribution mixing | Good distribution mixing |
| Good dispersion mixing | Poor dispersion mixing |
| Good degassing | Good degassing |
| L/D ratio ≤ 60 | L/D ratio ≤ 60 |
It is worth noting that twin-screw extruders with intermeshing screws are used much more frequently in the processing of polymer and composite materials than extruders with non-intermeshing screws.
A comparative analysis of twin-screw extruders based on the direction of screw rotation is also provided.
| Parameters | Unidirectional rotation | Rotation in different directions |
| Screw pitch | The same | Opposite |
| Self-cleaning | Highly efficient | Low-efficiency |
| Melting Characteristics | Good | Excellent |
| Operating Speeds | Up to 1,400 rpm | Quite high, up to 500 rpm |
| Primary Use | – | Profile Products |
Twin-screw extruders are also used in specialized processes in chemistry and the technology of polymer and composite materials, particularly in the extrusion of reactive polymers, the polymerization of oligomeric products, the degassing and modification of polymer feedstocks, and so on.
Replast has experience in manufacturing custom plastic products using extrusion and co-extrusion methods on both twin-screw and single-screw extruders.
Author: Andriy Masyuk, Chief Technologist at Replast LLC, Ph.D. in Engineering



{kind=link}
{kind=link}